
そして延べ棒から切り離し、再び炉の中へ入れます。



蚊焼包丁の証である、蚊焼という文字と制作工場のマークを刻印します。
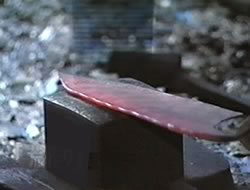
焼き入れは800度という高温で溶かした鉛の中に鉄を入れるため、鉄に鉛が付着して後まで残ってしまいます。そこで、このような水で溶かした泥を塗って一度乾燥させたものを鉛の中に入れることで、鉛の付着を防ぐことができるのです。この泥こそが、焼き入れに必要な土。蚊焼の土なのです。






この工程で最も重要なのは包丁に命を吹き込むという、
カヤキ包丁のもう一つの評判である切れ味がここで文字通りとぎすまされていきます。砥石研ぎに全神経を集中させ同時に鋼に艶を持たせる。切れるか切れないか、よい包丁かどうかは、この作業一つで決まる。いわゆる職人の腕の見せ所なのです。また、ことときに使われるかやきの水も優れた包丁を作るための一役を担っています。
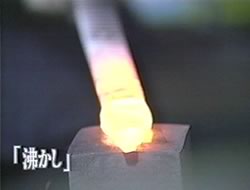
鉄を割り、ハガネを入れたたき伸ばします。
焼入れに適した良質の水と土を生かし、「切れ味」と「粘り」と「弾力性」をもった他に類をみない製品です。地下水(井戸)があるので、水道水は一切使わず、一定の温度に保たれた良質の地下水を「焼入れ」・「仕上げ」に利用しています。そのため、「切れ味」、「粘り」、「弾力性」が出て、長持ちします。庖丁のざらつきを出し、それを取る時に刃を研いだ時点でつぶした後、新しい研ぎ目を立てていきます。そして、目に見えないざらつきを微妙に残しながら「魂」=「気」=「集中力」を入れて研ぎすましていきます。この一見、矛盾しているかに見える技(個性)が桑原鍛冶工房の庖丁の特徴です。
お客様からも半年から1.2年くらいは一度も研がなくても切れ味が長持ちしたと大変喜ばれています。出来上がった包丁を曲げると、元に戻ろうとする弾力性があります。これも良い包丁の特徴です。さらに、包丁の付け根に丸みをもたせ指をかけた時に使いやすい用に時間をかけて加工しています。また、柄を、尻上がりにすることにより、手になじみ、手首が疲れないように工夫して仕上げています。